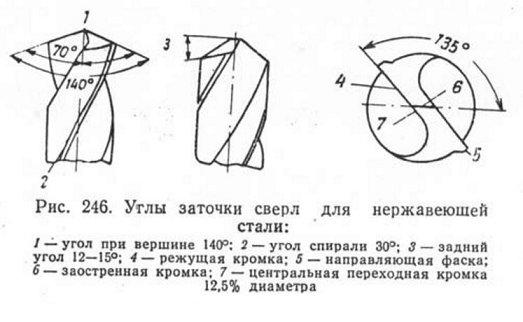
Для твердих сталей свердло заточується під кутом приблизно 140 градусів, для нержавіючих сталей - 135-140 градусів. Чим твердіше сплав, тим більше кут заточування свердла. заводська заточка свердла становить 118-120 градусів. при заточування потрібно дотримуватися перепендикулярность кромок до осі свердла.